Years Manufacturing
Countries Served
drilling equipment supply
7K Certified
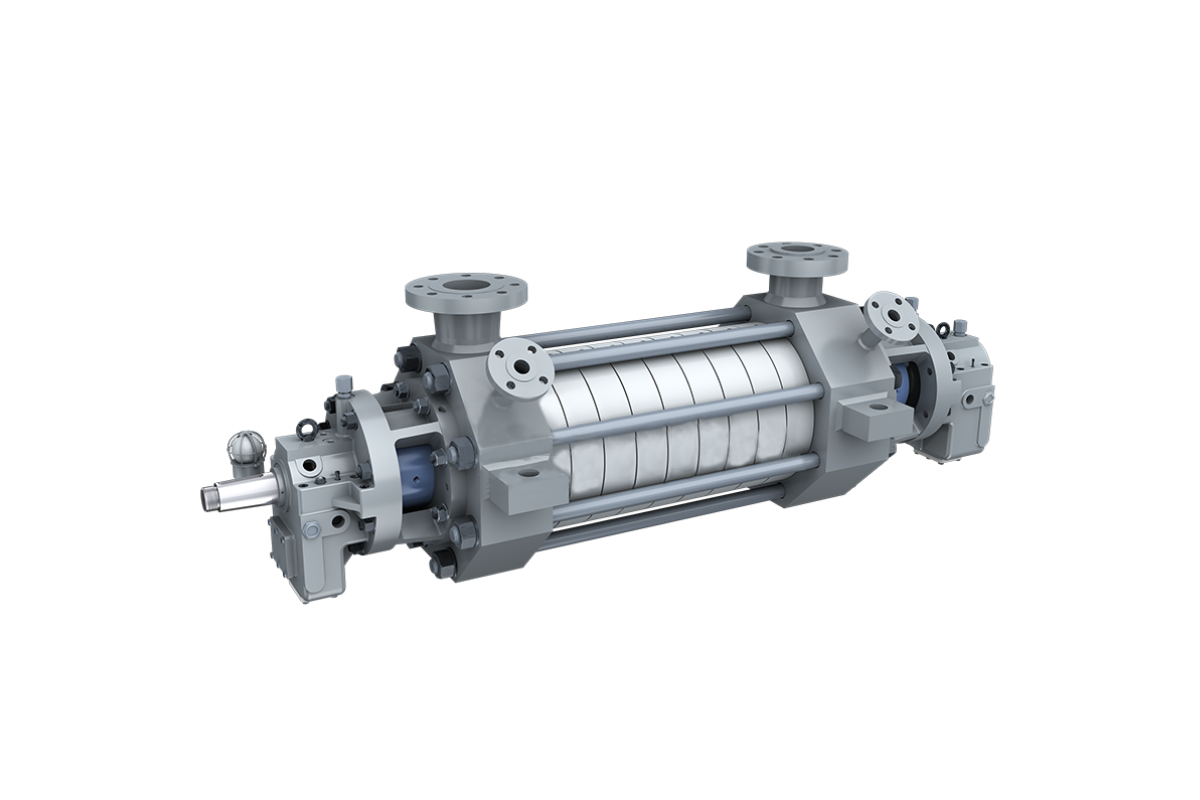
Importance of Pumps in Industry
Pumps are the heart of industrial operations, essential for moving fluids in sectors like oil and gas, water treatment, and manufacturing. They ensure process continuity, handle hazardous materials safely, and maintain system pressure. Reliable pumping solutions minimize downtime and optimize energy consumption, driving overall operational efficiency and productivity in demanding environments.
Efficient Fluid Transfer
High-efficiency motors and hydraulic designs reduce energy consumption, lowering operational costs significantly while maintaining high flow rates for demanding industrial tasks.
Durable Construction
Built with corrosion-resistant materials like stainless steel and cast iron, ensuring long-term reliability even when handling aggressive fluids or operating in harsh environments.
Customizable Options
Versatile configurations allow for tailored solutions to meet specific pressure, flow, and fluid compatibility requirements, ensuring the perfect fit for your unique application.
Compact Design
Innovative engineering delivers powerful performance in a space-saving footprint, allowing for easy integration into existing systems where floor space is at a premium.
Low Maintenance Requirements
Engineered with fewer moving parts and easy-access service points to minimize downtime, extend service intervals, and reduce the total cost of ownership over the pump’s life.
Enhanced Safety & Compliance
Advanced sealing technologies and leak-proof designs prevent hazardous spills, ensuring operator safety and compliance with strict environmental regulations.
What Our Customers Are Saying
We replaced our entire transfer line with these pumps, and the difference was immediate. We’ve cut our energy costs by 15% and haven’t had a single maintenance issue in six months.
Plant Operations Manager
The customization options were a lifesaver for us. We needed a specific pressure rating for a corrosive chemical application, and they delivered a perfect solution that fit right into our tight space.
Chemical Engineer
Reliability is everything in our field. These pumps are built like tanks. The low maintenance requirements have freed up my maintenance team to focus on other critical machinery.
Facilities Director
Pump Maintenance and Troubleshooting Guide
A proactive maintenance approach ensures pumps operate efficiently and minimizes unexpected failures. Regular checks and timely troubleshooting of issues like overheating, leaks, and abnormal vibrations are essential for maintaining peak performance.
Proper installation procedures prove equally critical. Torque specifications must be followed precisely during assembly. Seal lubrication and careful handling prevent damage.
Need Immediate Replacements?
If your regular inspection reveals wear, don’t risk a breakdown. We supply high-performance, API-certified consumables designed to endure harsh drilling conditions and extend your operational intervals.
The Role of Pumps in Oil Refinery Equipment
Pumps are the lifeline of refineries, circulating crude oil and fuels through complex units. They maintain critical flow rates and pressures essential for distillation, chemical conversion, and safe operational continuity.
Feed Charge Operations
Moving raw crude oil from storage tanks into the initial distillation units requires high-capacity pumps capable of handling heavy, viscous loads continuously. These pumps must operate flawlessly to maintain the refinery’s throughput and prevent costly bottlenecks at the very start of the process.
Reflux Systems Management
In distillation columns, pumps return a portion of the condensed liquid to the tower to increase purity. This requires precision handling of volatile liquids at varying temperatures, ensuring the fractionation process remains stable and yields high-quality petroleum products.
High-Temperature Service Capability
Many refinery processes operate at extreme heat. Our pumps are designed with specialized thermal barriers and cooling jackets to handle hot hydrocarbons safely, preventing seal failure and maintaining structural integrity under thermal stress that would destroy standard equipment.
Abrasive Slurry Handling
The bottom of the barrel involves heavy residues and abrasive slurries. Robust slurry pumps with hardened components are essential here to transport these challenging fluids to cokers or asphalt units without suffering from rapid erosion, ensuring continuous processing of heavy fractions.
Precision Product Blending
Creating the final fuel specifications requires precise mixing of various streams. Metering and blending pumps ensure that the exact additives and components are combined, guaranteeing that the gasoline, diesel, or jet fuel leaving the refinery meets strict regulatory and performance standards.
Critical Utility and Safety Support
Beyond hydrocarbons, pumps handle cooling water, fire suppression systems, and wastewater treatment. These auxiliary pumps are critical for maintaining safe operating temperatures, responding to emergencies, and ensuring the refinery complies with environmental discharge regulations.
-

Oil Refinery Equipment
-
Drilling Rig Accessories
-
Drilling Tools
-
Pile Drilling Rigs




Latest News

Mobile drilling and workover equipment: Drilling rig technology
The advent of mobile drilling & workover rigs in the oil & gas sector has…

Mechanical Drilling Rigs: The Essential Guide for Industry Professionals
The development of mechanical drilling rigs is in the modern drilling industry, which involves the…

Electric Drilling Rigs: The Future of Drill Rigs with Electric Drives
There is a paradigmatic shift taking place within the drilling industry; a shift necessitated by…
Skid-Mounted Drill Rig: Versatile Drilling Solutions
In contemporary drilling contexts, efficiency, adaptability, and toughness are sine qua non. To cater to…
Frequently Asked Questions (FAQs)
Our pumps are versatile and capable of handling a wide range of fluids, including water, oils, corrosive chemicals, and slurries. The compatibility depends on the specific materials of construction selected.
Yes, we offer fully customizable options. You can specify flow rates, pressure requirements, and inlet/outlet sizes to ensure the pump integrates perfectly with your current system.
Due to their robust design and high-quality components, our pumps require minimal maintenance. Routine inspections are recommended every 6 to 12 months, depending on usage intensity.
Absolutely. Our pumps are built with durable, weather-resistant materials and coatings, making them suitable for outdoor installations in various environmental conditions.
While we provide detailed installation manuals and technical guides, we also offer remote technical support to assist your on-site team during the installation process.
We maintain a full inventory of spare parts and components. You can order them directly through our website or by contacting our support team for quick shipping.
Optimize Performance and Upgrade Your Pumps Today!
Upgrade oil refinery equipment for efficiency, reliability, and compliance. Minimize downtime, boost throughput, and meet environmental standards. Optimize operations with advanced, high-quality solutions today!